
Brazing & Joining Materials
브레이징 및 금속 접합 소재
금속 간의 정밀한 결합은 제품의 내구성과 신뢰성을 결정짓는 핵심 기술입니다.
ID 메탈은 모재를 직접 녹이지 않고, 낮은 융점의 합금을 가열하여 결합하는 브레이징(Brazing) 기술을 기반으로
다양한 산업 분야에 고강도 · 고전도 · 고내열 접합 솔루션을 제공합니다
Brazing is a precise metal joining process that uses a filler metal with a lower melting point
than the base materials to create strong, conductive, and thermally stable joints.
Through advanced alloy formulation and strict process control,
ID Metal delivers reliable joining materials and integrated brazing solutions for various applications
BRAZING
저융점을 갖는 합금을 녹여 2개의 금속을 접합시키는 용접 방법
금속을 접합하는 방법의 하나로 접합하고자 하는 금속보다 녹는점이 낮은 금속을 접합부 사이로 유입시켜 모재의 녹는점 이하 온도로 접합하는 방식입니다. 녹는점 450℃ 기준으로 고온과 저온에 따라 이상은 경납, 이하는 연납으로 분류합니다
- 은납 (BAG 계열) : 낮은 용융점과 뛰어난 유동성으로 고정밀 접합에 적합
- 인동납 (B-Cup 계열) : 인(P) 첨가로 FLUX 없이도 Cu–Cu 접합 가능
- 초경접합용 합금 (Sandwich Type) : 열팽창 계수 차이를 보완, 고하중 환경에서도 균열 방지
Brazing materials are designed for high-strength joints at low melting points,
minimizing thermal distortion and providing reliable bonding in complex metal combinations
플럭스
Flux
브레이징의 완성도는 플럭스의 품질에서 시작됩니다.
플럭스(Flux)는 브레이징 공정에서 용융 금속의 젖음성과 퍼짐성을 향상시켜 결함 없는 접합층을 형성하도록 돕는 화학적 보조재입니다.
브레이징 시 모재(Base Metal)의 산화막, 오일, 수분 등 오염물질을 제거하고,
산화를 방지하여 청정하고 안정된 접합 환경을 제공합니다.
플럭스는 용접재의 용융 온도보다 낮은 온도에서 먼저 활성화되어 작용하며,
모세관 작용(capillary action)을 통해 용융 필러가 균일하게 퍼지고 침투하도록 돕습니다
- 산화물 제거 : 모재 표면의 불순물과 산화막을 제거하여 접합력 향상
- 산화 방지 : 가열 중 공기와의 반응을 차단해 깨끗한 접합 유지
- 퍼짐성 향상 : 용융금속이 균일하게 퍼져 안정된 접합층 형성
- 결함 방지 : 기공·불연속부 발생을 줄여 접합 품질 향상
Flux for brazing enhances the wettability and spreading of molten filler metals,
enabling clean, uniform, and defect-free joints.
It becomes active at a temperature lower than the filler metal’s melting point,
removing oxides and contaminants from the base metal surface while preventing re-oxidation



ID METAL
Tape-Type Brazing
브레이징 및 금속 접합 소재 중에서도 정밀한 위치 제어와 균일한 두께의 접합층을 확보하기 위한 고급 형태의 용접재
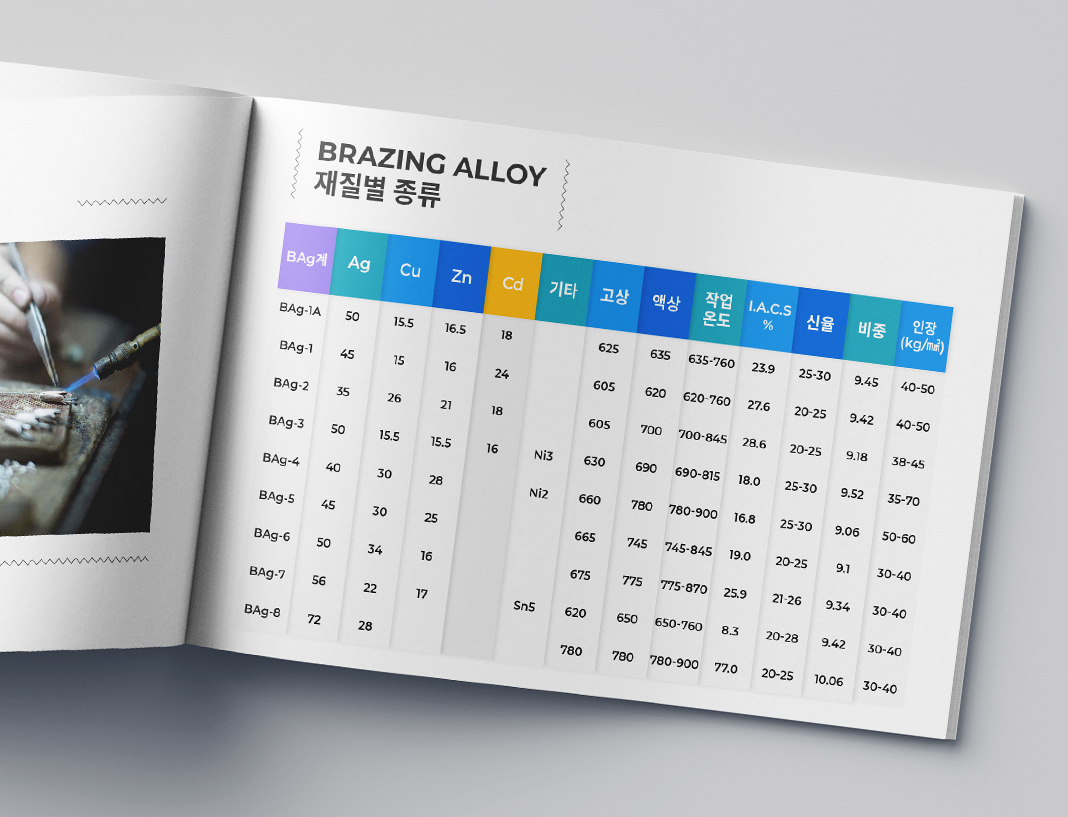
BRAZING ALLOY
1. 모재에 대한 융합성이 좋아야 합니다.
2. 적당한 용융 온도와 유동성이 좋아야 합니다.
3. 용접 작업 시 용융 상태에서도 고온에서 고용체를 이룬 성분들이 온도가 낮아짐에 따라 제각기 갈라지는
이른바 용리 현상을 일으키지 않고 안전성과 균일성이 있어야 합니다.
4. 과잉 증발 성분을 함유하지 않아야 합니다.
5. 모재와의 전기적 위치 에너지 차이 즉 전위차가 적어야 합니다.
1. 경제성 - Ag 함량이 적은 것이 경제적이지만 작업 시 녹는점과 유동성이 문제가 될 수 있으며, 작업 후 내식성, 전기전도성 및 기계적 특성이 떨어질 수 있는 부분을 충분히 고려해야 합니다.
2. 융점 - 낮을수록 좋으며, 높으면 모재가 변형될 수 있습니다.
3. 용융 온도 범위 - 액상과 고상선 온도차가 적을수록 좋으며, 모재간의 간격이 좁은 곳에 효과적입니다.
4. 유동성 및 퍼짐성 - 작업 시 납재의 흐름성을 말하며 이는 모재와의 접합성, 가열방법, 온도 분위기 등은
FLUX의 선택에 따라 달라집니다.
5. 기타 - 진공용 Brazing, 분위기 Brazing 조건일 경우에는 증기압이 문제 되며
이와 같은 경우 Cd, Zn 대신 Sn, In을 합금으로 사용합니다.
1. 급속 가열을 하지 않고 단시간에 작업합니다.
2. 지나치게 가열하면 Pin Hole이 발생합니다.
3. 작업 후 서서히 냉각해야 변형이 적습니다.
초경접합용 납재 (Sandwich Type)
49D/Cu-D
탄소강 및 공구강에 Carbide Tip, 초경공구
용접면의 넓은 공구강의 표면에 초경합금을 용접할 때는 모재와 초경의 열팽창계수가 서로 다르기 때문에 냉각 수축 시 초경부가 깨지기 쉽습니다. 이러한 균열 현상을 방지하고, 공구 사용 시의 큰 충격과 하중에도 견디기 위해서는 내부에 순동층을 포함하는 “Sandwich” Type의 특수 은납 복합재료를 사용해야 합니다. 깨짐을 방지하고 사용 시 발생하는 하중과 열응력에 대한 충분한 저항성을 갖기 때문입니다.
| Ag | Cu | Zn | Ni | Mn | 작업온도 (°C) |
|---|---|---|---|---|---|
| 49% | 27.5 | 20.5 | 0 | 2.5 | 670 ~ 750 |